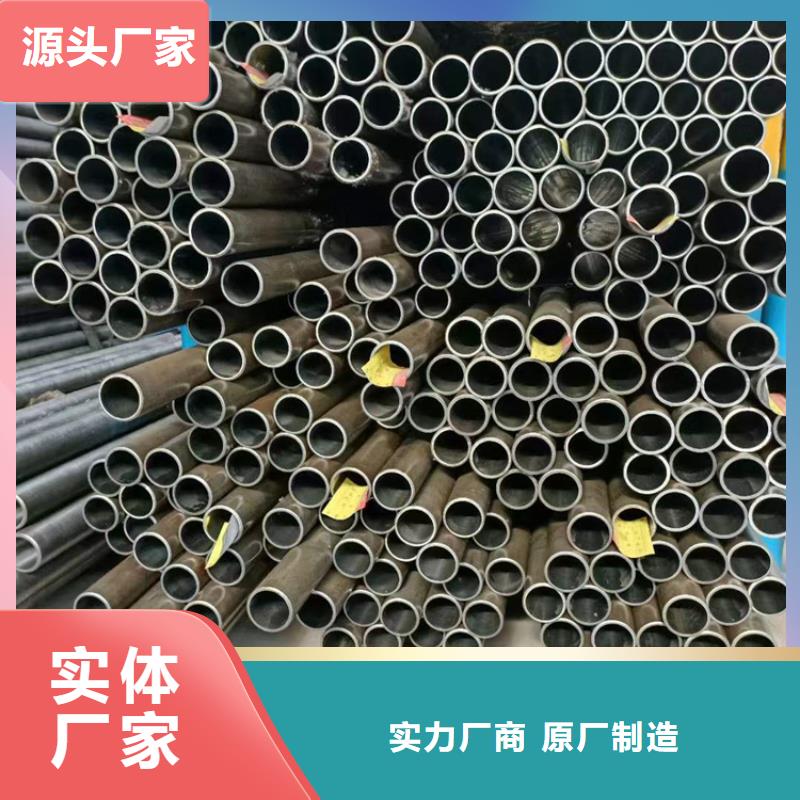
不要错过这部精心制作的滚压管【大口径厚壁珩磨管】实地大厂产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:广西柳州滚压管【大口径厚壁珩磨管】实地大厂的图文介绍
精诚合作、共振辉煌,为营销理念,用过硬的质量、良好的信誉、优质的服务、合理的价格,不断的拓展 精密绗磨管市场。针对客商制定的特殊规格、型号的 精密绗磨管产品,无论量大还是量小,液压机械(柳州市分公司)都能迅速的组织生产。正是因为有了强大的科研、生产作后盾,以灵活的生产、销售为经营手段,液压机械(柳州市分公司)才会创造一个又一个骄人的业绩。 公司竭诚欢迎海内外各界新老朋友来函来电洽谈业务,并随时恭候垂询惠顾。愿与您精诚合作,共创辉煌的明天。


广西柳州珩磨管油缸管绗磨管油缸管是经过滚压加工的。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。因此,可以提高绗缝管的表面耐蚀性,延缓疲劳裂纹的产生或扩展,从而提高绗缝管的疲劳强度。通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。
轧制是一种无屑加工,它利用金属在室温下的塑性变形,使工件表面的微小不平整度变平,从而改变工件的表面结构、力学性能、形状和尺寸。因此,这种方法可以同时达到精加工和强化两个目的,这是磨削所不能达到的。滚压管



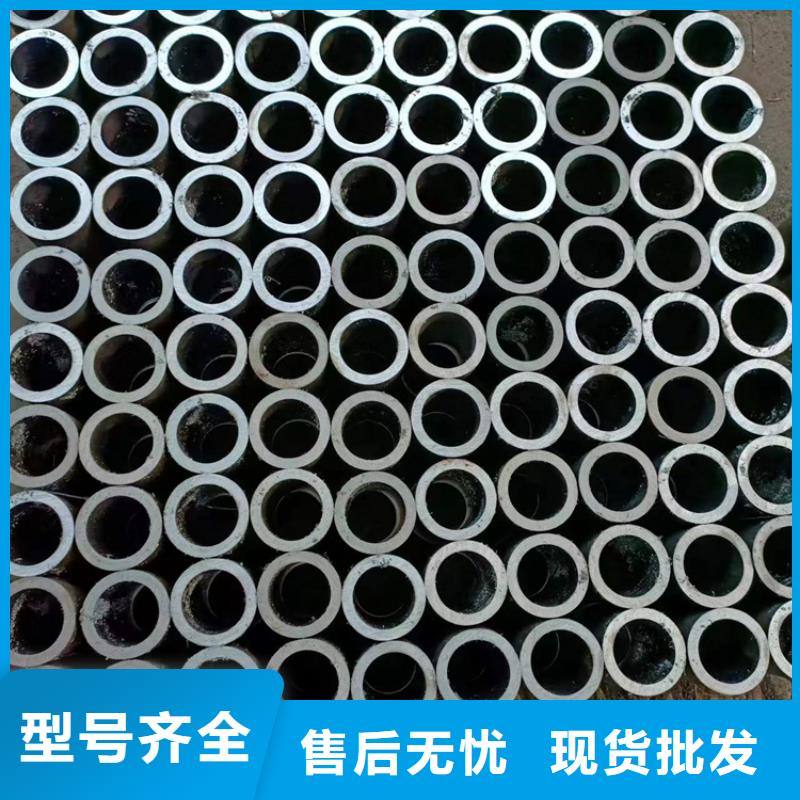
广西柳州珩磨管油缸管绗磨管相关参数:
可生产规格内径≥20mm,单支长度12米以内,直线度0.2~0.5mm/m,内径公差≤0.1mm,内孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。
珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
滚压管








 扫一扫
扫一扫