




 扫一扫
扫一扫

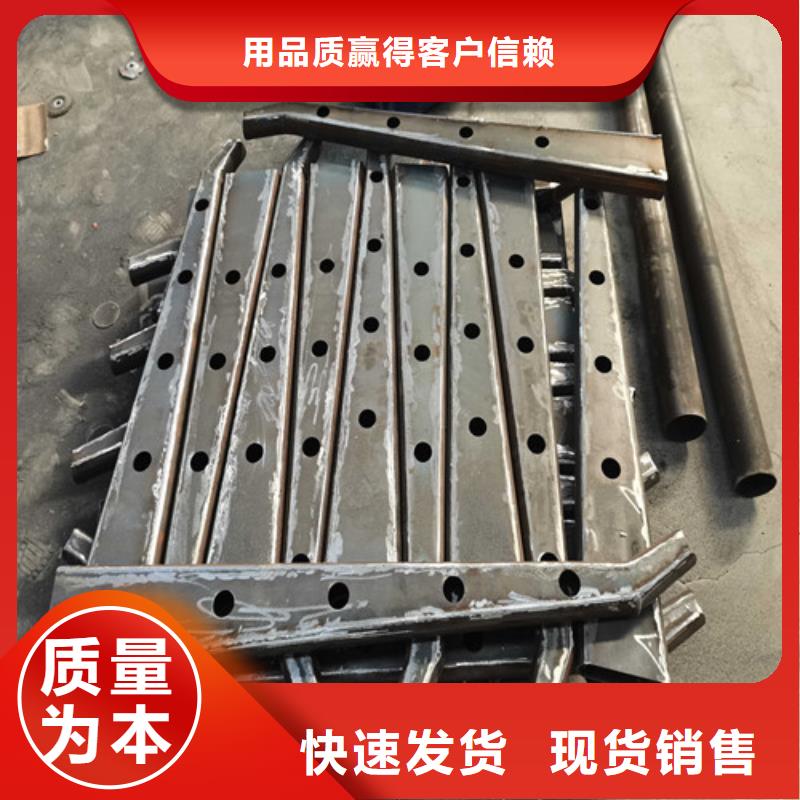
在对于现在的不锈钢桥梁护栏材质进行了解的时候,就可以有这样的发现,那就是这样的不锈钢复合管护栏还是有着很多材质的出现,包括了现的镀锌材质的不锈钢桥梁护栏,都成为了很多的地方会使用到的,那如今的不锈钢桥梁护栏,也同样的能够出现在众多的行业之中,而且是可以成为了人们可以看到的一大材质的不锈钢桥梁护栏。
其实这样的不锈钢桥梁护栏,是属于不锈钢材质的,所以在耐腐蚀性方面做的是很不错的,尤其是在防生锈方面更是人们不用担心,所以导致在长时间的使用中,完全的不用去操心其中的腐蚀性的这个问题。加上本身是不锈钢的材质,所以在使用的时间上是比较长的,而且在成本上是比较低的。


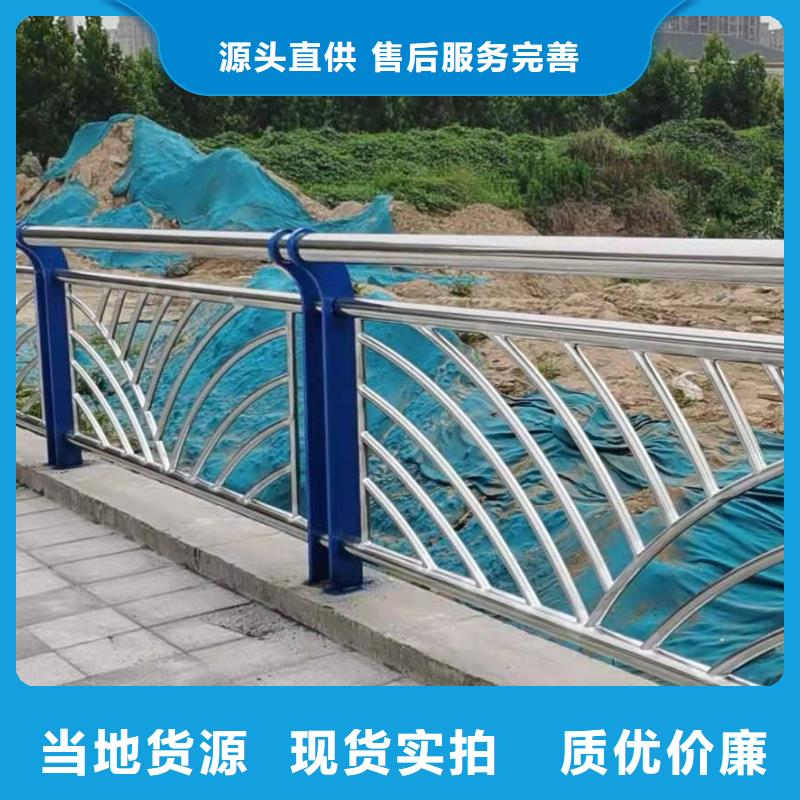
桥梁不锈钢复合管护栏碰撞时变形设置的思索:护栏碰撞时的变形不只是方式选择的重要要素,也是设置的重要要素。特别是被防护的障碍物是刚性物体时,护栏与物体之间的距离应足够大以避免车辆在刚性物体上绊阻。
桥梁护栏与刚性物体之间的距离不应小于10t重的车、15°碰撞角、60km/h车速时碰撞的动态变形。有些情况下,护栏与物体之间的距离可能小于这个变形量,应增强固定物体前护栏的刚度。普通用以减少半刚性或柔性护栏的变形量的方法主要有:减少立柱间距、增加柱子尺寸、增加梁的刚度等。因此,不锈钢桥梁护栏的距离设置也影响了桥梁整体的安全系数及性能。
在装修建筑业展开十分成熟的今天,不锈钢栏杆、护栏已是非常常见的不锈钢装修材料了,但是,关于如何处置不锈钢栏杆护栏的质量问题,依旧是不少客户的难题。
今天,我们就来教大家一些适用可行的方法,检测不锈钢栏杆护栏的质量。1、管材表面光亮度能否足够,假设颜色发暗,那么成分含量可能有问题;2、整体刚度能否足够,如用手拍击栏杆有哆嗦感,那么刚度有所欠缺;3、管材衔接处能否严丝合缝,假设有缝隙,那么产质量量有问题;4、 抛光亮度能否足够,假设磨光马虎,没有认真抛光,就会构成表面粗糙暗淡,应先粗磨,逐次改换更细的磨片,至少中止6次以上的改换,并且还要用抛光片加抛光膏抛光;5、表面能否有划痕凹坑,不锈钢栏杆护栏的废品假设维护不当,在交叉作业中会被物体碰撞、划伤。因此,应合理布置施工工序,对已完工的栏杆废品应中止必要的隔离和维护,防止异物碰撞和划伤;6、焊缝处管壁能否被磨穿透,假设选用的管材壁厚太薄,在加工弯头时,容易发作凹槽,并使管材的圆度变化,在对焊时又没有附加内衬套管的话,在磨平焊缝时,容易将鼓起一端的管壁磨穿透,应选用厚度适合的管材,对焊时好附加内衬套管。



鑫润通不锈钢制品有限公司是一家以生产 【中央分隔栏】为主的生产厂家,集科研、生产、销售为一体的大型股份制企业,现拥有三个大型生产厂地。






技术支持:s797.com